Search
The Renewable Energy site for Do-It-Yourselfers
Copper Tube/Aluminum Fin Collector -- Construction
Details
|
The pictures below
detail the construction used on this prototype collector using copper
tubing to with aluminum fins.
Overview
This is how it goes
together:
-
The copper pipe grid
is built with the traditional top and bottom manifolds with vertical
riser tubes spaced about every 6.5 inches.
-
The absorber is made
from 6.5 inch wide aluminum strips with grooves that snuggly fit
over the copper pipe.
-
The absorber is fit
into a frame made from 2 by lumber.
-
An insulation panel
is fitted behind the absorber.
-
The SunTuf
corrugated polycarbonate glazing is installed.
As always, comments are
welcome
Gary... |
|
This is nothing fancy, and is
easy to build with ordinary tools and skills, and it looks pretty good (at least
to me :). Most people will find all the materials are available locally.
Building the Copper Pipe Grid
The size of the absorber is
46 inches wide by 94 inches high. This size
basically comes from working backwards from what two sheets of SunTuf
polycarbonate glazing will cover and adjusting fro the width of the frame.
Within reason, you can make the collector any size you like -- that's one of the
advantages of building it yourself.
Cut a sheet of half inch plywood
to the size of the absorber. This plywood can then be used to lay out the
top and bottom manifolds and the copper riser tubes. The
plywood will act as a base to tightly secure the aluminum fins over the copper
pipes.
 |
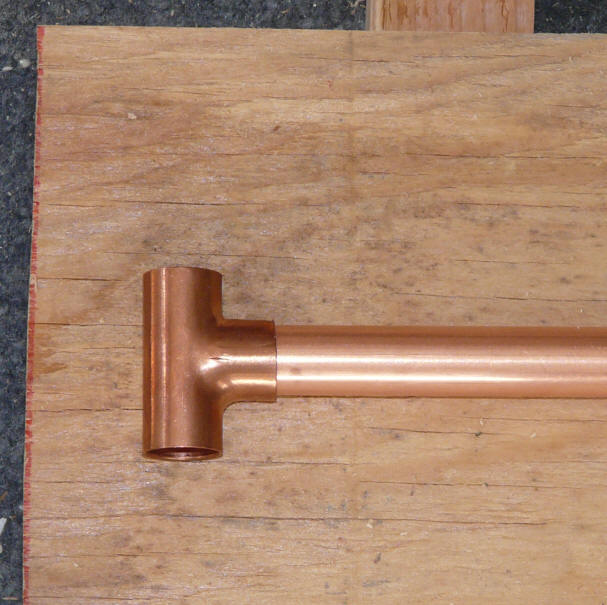
This is what the finished copper grid will look like.
Water will flow in at the lower right corner, and make its way up
all 7 of the riser tubes, and exit at the upper left corner. The
copper grid is made from half inch copper pipe and a bunch of T
fittings. All available at your local hardware.
Since the copper is the most expensive single element of the
collector, you might want to think about picking the collector height to
reduce waste of copper? I did not do that, and ended up with some
scrap.
The usual approach is to use 3/4 or 1 inch pipe for the collector
upper and lower manifolds. I did not do that for the primarily due
to the high cost of the reducing T's or difficulty in braising the half
inch pipe into the larger pipe. One consequence of the half
inch manifolds is that it would
not be a good idea to string several of these collectors together -- if
you want to do that, you probably need the larger manifolds. But,
two large collectors feed from bottom center with returns from the outer upper
corners would be fine.
|
Cut the risers to length:
Click on the pictures for full size
versions.
|

Layout one of the vertical risers with
its top and bottom manifold T
to get the length of the riser pipes.
Allow a little spacing from the top
of the plywood to the T as shown. |

Mark and cut all of the riser tubes to the
same length. |

Tube may be cut with this kind
of tube cutter, or with an
electric saber saw or
a hacksaw.
In hind site, cutting the whole
bunch of tubes to the left
at once with the electric saber
saw would have been faster.
|
After cutting, clean up any burs left
inside the tube -- the tubing cutter leaves a ridge inside the tube all the way
around that must be cleaned out with the blade that is included on the back of
most cutters.
Work out the riser spacing:
|

Using some of the aluminum fins placed
over the riser pipes to get the spacing of the risers.
See the "Make Fins" step below to make a few fins for this.
You should to have as much of the available area
covered by the aluminum as possible -- leaving gaps
just reduces the efficiency of the collector. |

Place T's on the end of the risers, and
cut the short pieces between the T's
that make up the supply manifold. |
When assembling the copper pipe grid,
bear in mind that:
The spacing between the risers
should be equal to the width of the aluminum fins. The fins edges
should ideally just touch the next fin edge.
Note that the first riser gets a T fitting (this will be the where water
flows into the collector), and the last riser gets an elbow fitting.
On the other end of the collector, the elbow goes on the first riser, and
the T goes on the last riser (where water will exit the collector).
By arranging the grid such that it is feed on one corner, and water exits
via the opposite corner, the flow path length from inlet, through riser, and
to exit is the same for all risers, so they will all have about equal flow.
Solder the grid together:
If you have not soldered copper pipe
before, it is mainly a question of getting all the pipe ends and fittings very
clean with emery paper or wire brushes, then fluxing all the pipes and fittings
thoroughly. When heating the joint, bring the torch against the opposite
side from where you intend to apply the solder. Make sure that the torch
heats up both the fitting and the pipe to above the the solder melting point --
since the fitting is more massive than the pipe end, put more of the torch flame
on in. When you apply the solder, it should flow by itself around the full
joint, and the capillary action should suck it right into the joint.
Once the solder has been applied, get the torch off the joint. Wipe any
remaining flux off the joint with a cloth, as it can cause corrosion later. There are
lots of DIY plumbing books that cover this in great detail.
Here is a
YouTube video on soldering...
|

You will need tools equivalent to these
to clean all the copper fittings, and
then flux and solder them.
The hand copper cleaning brushes
can be adapted to an electric
drill with a little thought. |

Cleaning all the pipe ends with
this special wire brush, or
with emery paper. |

Clean all the female fittings with
a wire brush or emery paper. |
|

Apply flux to all the cleaned ends
both male and female.
Push the fittings together, making
sure they are fully mated.
Prop the manifold up off the floor
and solder all the connections. |

This is one of the manifolds after
soldering. Do the other manifold
in the same way, except that
the feed points are at opposite
corners.
After cooling, wash off the remaining goo
with soap and water. |
|
Test copper grid for leaks:
This is one way to leak test the grid
-- there are probably better ways, but this seems to work OK.
|

Stand the grid up, and plug up the outlet
on the low end. |

Poor water into the high end until the
grid is completely full.
Let it set for a good while and then check all
the joints for leaks, also check for
any drop in fluid level in the pipe
at the top. |
Better to find any bad solder joints
now than after you get the absorber all nailed together -- so do a leak test
now. Joints can look quite spiffy from the outside, but still leak.
The pictures show a simple way to do
a leak test. A better method would allow you to apply a little pressure.
Setup the Copper Grid on the
Absorber Backer, and add Inlet and Outlet:
|

Center and clamp the grid to the
absorber backup plywood, and
clamp in place.
|

Add the fittings that will connect to the
supply and return pipes.
Here the fitting exit the back of the
collector, but they could also
exit the sides of the collector. |
You could actually solder the inlet
and outlet fittings back when you did the rest of the manifold, which would save
some time and probably be a better way to go.
Make the Aluminum Fins:
The material just below shows you a fairly simple way to make the absorber
fins that go around the copper tubes.
For more options on making
or buying absorber fins, including some nice pre-formed fins from Tom...
I start with aluminum soffit material
(Rollex
System 3) that my local lumber yard sells. It runs about $1 per
sqft, and is about 0.018 thick (about twice the thickness of hardware store
aluminum flashing). It also has some shallow grooves in the right places
so that they can be pounded out (see below) into a groove that will fit over the
copper pipe. You could also buy premade heat spreader plates that are used
for radiant floors -- these already have the groove formed in them.
The premade heat spreaders come in an extruded form that is very nice, but also
very pricey, and in a stamped sheet metal form which are only a little pricey.
The first step is to cut the soffit
material so that the grooves that you want to expand out to fit over the copper
pipe are centered in about 6.5 inch widths of aluminum. The soffit
material can be cut with just about any kind of wood working tool -- table saw,
electric saber saw .... Wear safety glasses.
|

This is the "tool" used to
expand out
the grooves to fit the copper pipe
snugly. |

Drive the steel rod into
the groove
with the flat
top of the sledge. |

The finished groove.
|

Good exercise.
|
After you get the fins cut to the
right width, then use a tool like the one shown above to expand out the shallow
groove already in the fin to a groove that fits snugly over copper pipe.
the steel rod is 5/8ths inch diameter. The groove tool is made by screwing
and gluing two pieces of 5/8 inch plywood to a base piece of plywood. The
two 5/8th pieces should be spaced 5/8s apart (you can use the steel rod to space
them). Make sure they are securely attached with screws and glue.
You might have to experiment around with this a bit to get the groove right.
Its important that it fit around the copper pipe snugly. I use some
paste wax on the groove, which (I think) makes it easier to drive the steel rod
into the groove.
The fins shown here are 2 ft long --
they could be longer. But, it may be a good idea to not make them too
long, as the aluminum and copper expand at different rates, so short fins can
probably handle this better.
In addition to the grooved fins, you
will also need some about 3 inch wide flat strips of the same soffit material to
go under each copper tube.
Note that if you are going to make
many collectors, you might want to look at some of the
tools that Tom fabricated to make lots of
fins accurately and quickly...
Install the Aluminum Fins Over the
Copper Pipes:
Clean off the plywood absorber backer
board.
First install the 3 inch wide flat
aluminum strips under the copper tube.
|

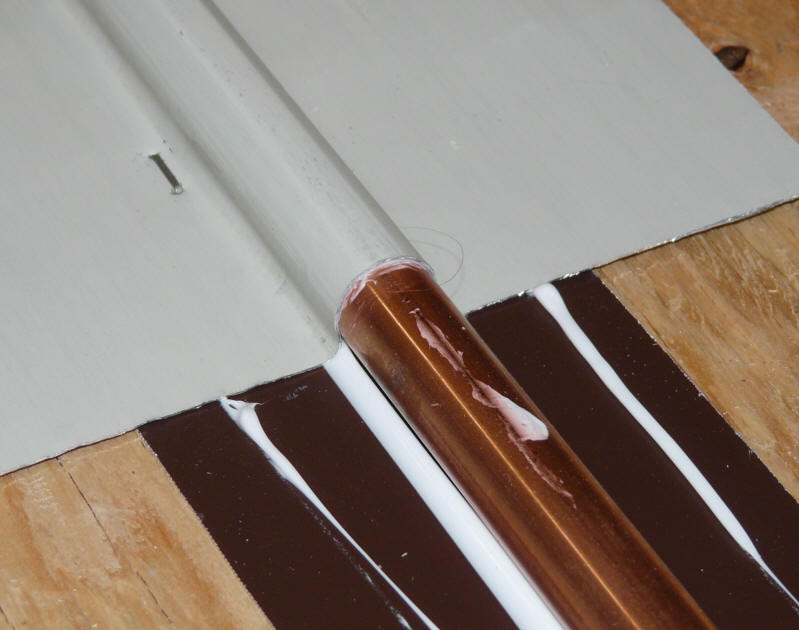
Just slip the 3 inch wide strip under
the copper tube. |

Run a bead of silicone caulk on each
side of the copper tube that fills the
area between the copper tube and the
aluminum strip.
Then run a very light bead of caulk further
out the aluminum strip on each side of the
copper pipe. |
The idea of adding the flat strip
under the copper pipe is that it provides an additional heat transfer path from
the aluminum fin into the bottom of the copper pipe. Since the transfer of
heat from the fin to the copper pipe is the biggest thermal "bottleneck" for
this collector, it is important to use every path from the fin to the tube.
The bead of caulk that runs along the
outer area of the flat aluminum strip is intended to enhance conduction of solar
energy absorbed by the fin into the flat aluminum sheet and then into the bottom
of the copper tube.
It is important to use silicone
caulk. It will handle high temperatures, and it remains flexible.
Some have suggested using heat transfer grease or the like -- this may work, but
I would try to test it under high temperatures first to make sure it stays in
place. Richard H. has suggested using the aluminum filled gutter sealant
that comes in caulking tubes, and this may be a good option, but I have not had
a chance to try it yet.
You will need about one tube of
silicone caulk per 12 sqft of collector.
I find that using a colored caulk
makes it easier to see the size of the bead you are laying out.
There are some silicone caulks
available that have a filler to increase thermal conductivity -- this would be a
good thing to use if you can find them.
Install the Grooved Top Fin:
|

Apply a bead of silicone caulk into the
groove of the fin to be installed. |

Push the fin firmly down onto the copper
pipe. Now very firmly push the stapler
against the fin right next to the copper
pipe, and staple it.
Be sure to press hard -- it is important that
the gap between the aluminum and
the copper be paper thin. |
You should first check to make sure
that the groove in the aluminum fin fits snugly over the copper pipe.
The silicone bead is put in the fin
so that silicone fills any tiny gap remaining between the fin and the copper --
silicone is about 10 times more conductive than air. Ideally the amount of
caulk you use should be just enough to fill the very thin air gap -- using too
little won't fill the gap, and using too much may make the gap thicker (which is
bad).
Staple the fin firmly along one side
of the copper pipe. Then move the other side of the pipe and staple it --
really lean into it.
|

When you put a staple in on the near
side of the copper pipe, the fins should
pop up a little on the far side.
This means that when you put the staple in
on the far side it will pull the find right
down onto the pipe. |

Another close up view.
|

Fin stapled in place --not that the gap is
nearly invisibly small.
|
The staples should be stainless
steel. These are available at Home Depot for Arrow staplers -- a box costs
about $10 for a 1000 box, but will do about 110 sqft of collector.

All fins stapled and sealed in place.
| |
The method shown above works just fine, and
nothing fancier is really needed. But, I did have a go at a gadget
to clamp the alum fin more tightly to the tube. The
better fin to tube clamp looks like this... This is modeled after
Tom's clamp (see above) that is based on a pair of modified vice-grips.
Tom's version is probably better, but I don't have a welder. |
Paint the Absorber:
The absorber needs to be painted flat
black.
I use flat black high temperature
barbeque paint -- lots of collector builders seem to use this.
There is a somewhat selective spray on coating that could be used --
Thermalox Solar Collector Coating This improves performance by
reducing radiation of heat from the absorber.
Start by cleaning an silicone or
other gunk off the absorber with Acetone or whatever.
Set the absorber up outside, and
spray away. It will likely take two light coats and some touchup to get
it.
The absorber wants to be thoroughly
dry before the glazing goes over it. You don't want the volatiles from the
paint coating the inside of the glazing. Leaving the bare absorber in the
sun will heat it up and dry it well.
|

It takes a couple coats goes to get
to full black.
|

Pretty close. |

The paint. |
Building the Frame
Construction of the frame is very
simple.
The sides and bottom of the frame are
2X4's, and top of the frame is a 2X6.
Running around the inside the frame
at the back is a 1X1 that the absorber board will be screwed to.
|

This picture shows the relationship of
the frame members. The top 2X6 sill
overlaps the two side frames, and
the lower frame member fits
inside the two side frames.
The frame is sized so that the plywood that
backs up the absorber fits inside the frame
with about 1/8 inch of play all the way around.
Note the 1X1 all the way around the
inside of the frame that the absorber
board sits on. |

Closeup of the top sill where it attaches
to the side frame.
Note the 1X1 that is nailed and glued
to the inside of the frame all the way
around. The absorber will sit on this
1X1 ledger board. |
|
The pictures show the frame.
The corners are secured with glue and screws.
For steeply tilted collectors, the
upper 2X6 sill provides some rain protection for the top glazing joint.
This is a good time to prime and
paint the frame.
NZ Mike reports very good results using a "two pot" epoxy paint for this, but I
have not been able to find a US source for this as yet.
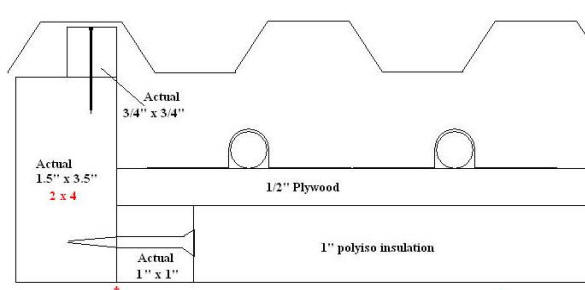
A cross section through the collector. (thanks to Mike for
this)
Installing the Absorber Board
The absorber board that you built
earlier just plops into the frame. It rests on the 1X1 that goes around
the inside of the frame.
|
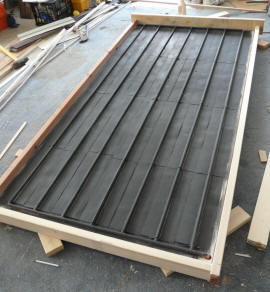
This is the absorber board installed
inside the collector outer frame.
The absorber board should be
screwed to the underlying 1X1
at about 12 inch intervals.
The absorber board lends a lot
of stiffness to the collector when
screwed in place. Glue is probably
unnecessary , and would make removal
of the absorber board difficult. |

Closeup of absorber board sitting in the
frame. Be sure to allow or cut clearance
for the collector inlet and outlet if the
they go through the back of the
collector. |
NOTE -- from here on out, the
steps are the same as for the PEX Collector, so I just copied the material in
below. So, you will see some pictures with the PEX absorber below,
but it works exactly the same for the copper absorber.
Back Insulation
The insulation behind the
absorber is 1 inch thick Atlas R-Board polyisocyanurate rigid insulation board.
Due to the potentially high temperatures at the back of the absorber, it is
probably best to use the polyiso insulation and not use something like
polystyrene.
If you check around, many
lumber yards carry the polyisocyanurate insulation, but they may not know it as
polyisocyanurate. If in doubt ask to go out and look at what they have.
If its polyiso insulation, it will say so on the sheet. It is often tan
colored and almost always has some type of foil or fiber face sheet.
Its only slightly more
expensive than polystyrene, and has a much higher temperature capability.
To install the insulation:
-
Trim the sheet so it
fits into the back of the frame.
-
To hold the insulation
in place, spray some of the polyurethane foam in a can insulation onto the
back of the plywood, and press the insulation board down into the foam.
One brand of the PU foam is "Great Stuff". Be careful -- if you get any on yourself,
you will be wearing it for a week.
-
Weight the insulation
board down until the foam in can sets -- it will want to expand.

The foam board ready to be lowered
onto the polyurethane foam that acts
as glue to hold it in place. |

Weight down the board to keep
the foam from pushing it up. |
Note that if your collector
has its fluid inlet and outlet going out the back of the collector, you will
have to make holes in the insulation board for the inlet and outlet pipe.
Glazing
The glazing material I used is SunTuf
corrugated polycarbonate glazing. It has a high temperature capability,
good transmission, is very tough, and has a layer to filter out UV. This
is all good for a solar collector. It costs a little over $1 per sqft.
Many Home Depots carry it.

Step 1: Join two sheets of 2X8
ft polycarbonate sheet into a single 4X8 sheet. This is done by
overlapping the two sheets by one corrugation. To bond the sheets
together, I used a bead of clear silicone -- I weighted this until the silicone
set. I then screwed the two sheets together at three places using small
blocks of wood behind the corrugations at the screw locations.
Use a strip of wood under the two
overlapped corrugations to support the back side of the corrugations while the
silicone is setting and there are weights on it.
Step 2: Install the two intermediate
horizontal glazing supports. I used half inch EMT electrical conduit for these
intermediate supports. The EMT is good for this, it is straight,
galvanized, and cheap. To anchor each end of the EMT, drill a 3/4 inch
hole in the edge frame that the EMT can slip into (see picture).
Note that these last few pictures
showing the glazing supports and glazing going in were taken when the
PEX/aluminum Collector was being built, but this copper/aluminum collector
is done in exactly the same way.

Frame with the two intermediate
EMT glazing supports installed. |

Notch for the EMT intermediate
glazing support. |

EMT intermediate blazing support
installed. |
Step 3: Buy or cut some 3/4 by
3/4 inch strips of wood. Mount one of these strips along each of the two
side frame members. Before securing them with glue and screws, make sure
that when you place the glazing panel of over the strips that each strip is
centered in the glazing panel edge corrugations.

3/4 inch edge strip installed along right
edge frame member.
The last corrugation of the glazing sheet
will sit over this 3/4 inch strip. |

3/4 inch edge strip where it runs
over the intermediate glazing support.
The bead of silicone on the EMT is
to keep the glazing from rubbing
on the metal |
Step 4: Mount another 3/4 by 3/4
strip of wood to the bottom of the top sill so that it will support the "wiggle
strip" used along the top of the glazing (see picture). Install the foam
wiggle strip on the 3/4 by 3/4 strip using a bead of silicone. The top
wiggle strip seals the corrugation openings on the top edge of the glazing.

The top "wiggle strip" which sits on a
3/4 by 3/4 wood strip that is attached to
the bottom of the top sill.
The wood cap strip that is on top of
the glazing holds the glazing in place
against the wiggle strip
Step 4: Install the lower "wiggle
strip" on the lower still. this will seal the corrugation openings on the
lower edge of the glazing.
| |

Lower foam "wiggle strip" in
place
|
|
Step 5: Using screws with EPDM
washers, secure the vertical edges of the corrugated glazing to the 3/4 by 3/4
vertical strips you installed in step 3. For each screw, with the
glazing in place, drill a small pilot hole through the glazing and into the
wood. The with a larger drill, enlarge the hole through the glazing
material so that it is oversized for the screw. When you tighten the
screw, the EPDM washer should be just barely compressed -- not flattened into a
doughnut shape. If your drill has a torque clutch, try finding a setting
that just barely compresses the washer.
All of this care with the holes is
supposed to allow the polycarbonate glazing to move a little with thermal
expansion -- otherwise cracks may develop at the screw locations.
Step 6: To hold the glazing against
the wiggle strips at the top and the bottom, cut strips the width of the
collector. Place one strip over the glazing at the top edge of the
collector, and screw it to the underlying frame in several places. This
strip will uniformly press the glazing into the foam wiggle strips.
Do the same for the bottom wiggle
strip.
In the past, I have secured the
glazing at the top and bottom with a bunch of the washer screws. This
works OK, but it takes a lot of screws and does not achieve the uniform pressure
that using the external strips as described above does.

Top of collector showing the
top "wiggle strip" with the external
wood strip pressing the
glazing into the wiggle strip.
|

Bottom of collector showing the
lower wiggle strip with the external
wood strip pressing the glazing
into the wiggle strip.
The 3/4 by 3/4 edge strip with
a couple of the EPDM washer
screws if visible on the right. |

All the glazing in place
and secured. |
If you live in a windy area, you may
want to carefully screw the glazing to the EMT horizontal glazing supports.
Use the same kind of washer screws that you used to anchor the edges of the
glazing. I think that a couple screws in each horizontal support should
resist any tendency of the glazing to bow in and out in high winds.
How Long Does It Take?
I did not time everything, but here
are some actual timings and some estimates:
Cutting, cleaning, and soldering
the manifold -- about 2 hours.
Pounding out the 28 2 ft long
fins took 15 minutes.
Attaching all the fins to the absorber board, including caulking and
stapling took 1 hour and 45 minutes.
Painting -- half an hour.
Building the frame -- half an
hour
Installing the insulation panel
-- 15 minutes
Glazing the collector -- 45
minutes for all steps.
This adds up to 6 hours --
probably closer to 7 with some think time -- probably closer to 8 with some
coffee breaks --but you may be faster.
A group of people could put a bunch
of these together assembly line style very efficiently.
Gary September 23, 2008